
بخش ۱: مبانی فنی و جایگاه صنعتی لوله مسی شاخه
لوله مسی شاخه، که با نام فنی لوله مستقیم مسی (Straight Copper Pipe) نیز شناخته میشود، نوعی لوله استوانهای شکل و مستقیم است که عمدتاً از فلز مس با خلوص بالا تولید میگردد. این محصول به دلیل خواص متمایز فلز مس، از جمله هدایت حرارتی و الکتریکی عالی، مقاومت در برابر خوردگی، و دوام بالا، به یک انتخاب ضروری در طیف گستردهای از کاربردهای مهندسی و تأسیساتی تبدیل شده است. لولههای مسی شاخه به طور گستردهای در لولهکشی، سیستمهای گرمایشی، سرمایشی، و در بخشهای حساس صنعتی و بهداشتی مورد استفاده قرار میگیرند.
۱.۱. تعریف دقیق لوله مسی شاخه و مشخصات ساختاری
لوله مسی شاخه نوعی از لوله مسی است که برخلاف لولههای کلافی که انعطافپذیر و نرم هستند، به صورت شاخههای صلب و با طولهای استاندارد (رایج ۶ متری در بازار داخلی) تولید میشود. خلوص بالای مس (معمولاً بیش از ۹۹.۹ درصد) در ساخت این لولهها، تضمینکننده عملکرد پایدار آنها در شرایط عملیاتی دشوار است.
تمایز کلیدی: لوله مسی شاخه در مقابل لوله مسی کلافی
لولههای مسی بر اساس شکل ظاهری، کاربرد و ویژگیهای مکانیکی به انواع شاخه، کلاف، کویل (LWC) و مویین تقسیم میشوند. لوله مسی شاخه اغلب در حالت سخت کشیده شده (Hard Drawn) عرضه میشود. این تمپر مکانیکی، یک سختی و استحکام ذاتی به لوله میبخشد که خم کردن آن را دشوار یا غیرممکن میسازد.
این سختی و صلبیت لولههای شاخه، یک ضرورت عملکردی در مهندسی تأسیسات است. لولههای شاخه برای نصب در مسیرهای مستقیم، طولانی و به ویژه در رایزرهای عمودی ساختمانها و خطوط اصلی با قطر بزرگ مناسب هستند. استحکام مکانیکی ناشی از حالت سختکشیدگی، پایداری ساختاری لازم را در برابر فشارهای عملیاتی و نیروهای وزن در نصبهای بلند فراهم میکند و نیاز به تکیهگاههای فراوان را کاهش میدهد. در مقابل، لولههای کلافی در حالت آنیل شده (نرم) هستند و برای خمکاری و استفاده در متراژهای بالا در سیستمهای تبرید و تهویه مطبوع استفاده میشوند.
۱.۲. مزایای اساسی مس در مهندسی لولهکشی
جایگاه مس در صنعت لولهکشی، به ویژه برای لولههای شاخه، بر اساس ویژگیهای فنی زیر بنا نهاده شده است:
- هدایت حرارتی استثنایی: مس ضریب انتقال حرارت بسیار بالایی دارد و قادر است حرارت را به طور مؤثر منتقل کند. این خاصیت، مس را به مادهای ایدهآل برای ساخت کندانسورها، اواپراتورها، و مبدلهای حرارتی در سیستمهای HVAC و برودتی تبدیل کرده است. لازم به ذکر است که مس میتواند حدود دو برابر آلومینیوم حرارت را منتقل نماید، که این امر به راندمان بالای انرژی در سیستم کمک میکند.
- دوام و تحمل فشار: لولههای مسی دوام فیزیکی بسیار بالایی دارند و میانگین عمر مفید آنها بین 50 تا 70 سال گزارش شده است. این لولهها در انواع سخت کشیده شده، توان تحمل فشارهای داخلی تا 1000 psi را دارا هستند.
- مقاومت شیمیایی و خوردگی: مس مقاومت مناسبی در برابر خوردگی ناشی از آب و شرایط محیطی مرطوب و خورنده نشان میدهد. این مقاومت شیمیایی، یکپارچگی لوله را در طول عمر طولانی سیستم حفظ میکند.
- پایداری زیستمحیطی: لولههای مسی 100 درصد قابل بازیافت هستند و به عنوان یک گزینه سازگار با محیط زیست شناخته میشوند. همچنین، مس هیچ ماده خطرناکی را در آب آشامیدنی آزاد نمیکند، که آن را برای خطوط تأمین آب، یک انتخاب سالم و ایمن میسازد.
بخش ۲: استانداردهای فنی، آلیاژها و ضخامت دیواره (ASTM B88)
لوله مسی شاخه باید مطابق با استانداردهای سختگیرانه بینالمللی تولید شود تا عملکرد و ایمنی مورد انتظار را در کاربردهای مهندسی فراهم آورد. استاندارد مرجع جهانی در این زمینه، ASTM B88 است.
۲.۱. استاندارد مرجع بینالمللی ASTM B88
استاندارد ASTM B88، مشخصات فنی لولههای آب مسی بدون درز (Seamless Copper Water Tube) را تعیین میکند و برای استفاده در لولهکشی عمومی و انتقال سیالات، به همراه اتصالات لحیمکاری، فلرینگ یا فشردهسازی، مناسب است.14
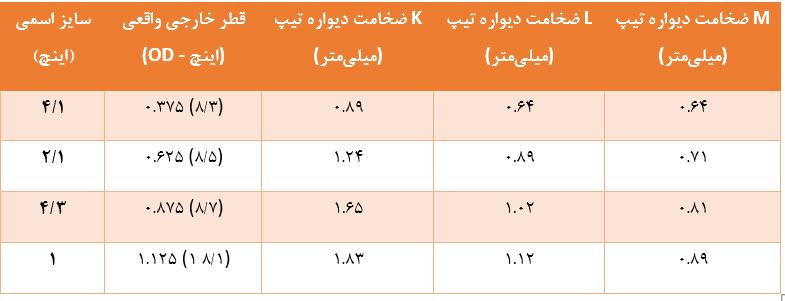
یک ملاحظه فنی مهم در این استاندارد، مربوط به ابعاد لولههای صلب (شاخه) است. قطر خارجی واقعی (OD) لولههای مسی شاخه صلب، همیشه 1/8 اینچ بزرگتر از اندازه اسمی (Nominal Size) است که لوله با آن شناخته میشود. به عنوان مثال، لولهای که با اندازه اسمی 1/2 اینچ نامیده میشود، قطر خارجی واقعی 5/8 اینچ خواهد داشت. این تفاوت باید به دقت توسط مهندسان و نصابان در انتخاب و نصب اتصالات مرتبط در نظر گرفته شود.
تولیدکنندگان مطرح داخلی نظیر مهر اصل، بابک و باهنر، فعالیت خود را بر اساس این استانداردها آغاز نمودهاند و انواع لولههای مسی شاخه با کیفیت را تولید و توزیع میکنند.
۲.۲. تحلیل فنی تیپهای ضخامتی K، L و M
ضخامت دیواره لوله مسی شاخه، که با حروف لاتین K، L، و M مشخص میشود، عامل تعیینکننده اصلی حداکثر فشار کاری و کاربرد نهایی لوله است. قطر داخلی (ID) لوله مسی مستقیماً تحت تأثیر این ضخامت دیواره قرار دارد.
تیپ K (ضخیمترین)
لوله مسی تیپ K دارای ضخیمترین دیواره در میان انواع متداول است. این ضخامت حداکثری به لوله این قابلیت را میدهد که در برابر تنشهای مکانیکی شدید و فشارهای بالا مقاومت کند. کاربردهای اصلی تیپ K عبارتند از:
- خطوط اصلی پرفشار و زیرزمینی: به دلیل مقاومت در برابر فشار ناشی از خاک پر شده در ترانشهها و توزیع آب شهری.
- لولهکشی گازهای طبی فشرده: تیپ K به طور انحصاری برای انتقال گازهای پزشکی، مانند اکسیژن، به دلیل الزامات ایمنی بیمارستانها، تحمل فشار بالا و دوام طولانی مدت در برابر خوردگی، استفاده میشود. این یک انتخاب مهندسی برای حفظ بالاترین سطح ایمنی در زیرساختهای حیاتی است.
تیپ L (ضخامت متوسط)
تیپ L ضخامت دیوارهای متوسط دارد و یک تعادل عملکردی میان استحکام و هزینه فراهم میکند. این تیپ به عنوان رایجترین نوع لوله مسی در نظر گرفته میشود و برای لولهکشی داخلی ساختمانها، سیستمهای آتشنشانی و بخش عمدهای از کاربردهای HVAC مورد استفاده قرار میگیرد.
تیپ M (نازکترین)
تیپ M دارای نازکترین دیواره است. این لوله مقرون به صرفهترین گزینه است اما معمولاً برای کاربردهای کمفشار مانند خطوط تأمین آب خانگی یا خطوط تخلیه استفاده میشود. در برخی منابع، توصیه شده است که این نوع به دلیل جداره نازک، در سیستمهای تبرید یا کاربردهای با نوسانات حرارتی و فشاری زیاد استفاده نشود.
ابعاد استاندارد لوله مسی شاخه (تیپ K, L, M) بر اساس ASTM B88 (بر حسب میلیمتر)
۲.۳. ملاحظات فنی آلیاژ مس (C12200 – مس فسفر زدایی شده)
برای تولید لولههای مسی بدون درز، به ویژه آنهایی که قرار است در معرض حرارت جوشکاری یا شرایط عملیاتی سخت قرار بگیرند، انتخاب آلیاژ مس بسیار مهم است. آلیاژ مس C12200 که به عنوان مس فسفر زدایی شده با باقیمانده فسفر بالا (DHP Copper) شناخته میشود، یکی از آلیاژهای اصلی مورد استفاده در تولید لولههای مسی است.15
این آلیاژ به دلیل فرآیند فسفرزدایی، که محتوای اکسیژن را به شدت کاهش میدهد، خواص فنی مهمی پیدا میکند. این ویژگی، شکنندگی هیدروژن (Hydrogen Embrittlement) را در دماهای بالا از بین میبرد. این یک الزام مهندسی مهم است، چرا که فرآیند اتصال لولههای مسی شاخه (بریزینگ) مستلزم حرارت بالا است و فسفرزدایی تضمین میکند که کیفیت مکانیکی و قابلیت جوشکاری لوله در محل اتصال کاهش نیابد و یکپارچگی ساختاری حفظ شود. علاوه بر این، C12200 دارای هدایت حرارتی بالا، مقاومت در برابر سایش، و خواص مکانیکی خوب است و در ساخت کندانسورها و مبدلهای حرارتی کاربرد دارد.
بخش ۳: فرآیند پیچیده تولید لوله مسی شاخه
تولید لوله مسی شاخه یک فرآیند تخصصی است که شامل مراحل دقیق شکلدهی و کنترل مکانیکی است تا خواص فیزیکی مورد نیاز برای تیپهای K، L و M حاصل شود.
۳.۱. مراحل تولید (از شمش تا کشش سرد)
فرآیند تولید لوله مسی از شمش خام آغاز میشود و شامل مراحل زیر است:
- استخراج و تولید آلیاژ: مس خام آمادهسازی شده و آلیاژ مورد نظر (مانند C12200) تولید میشود.
- گرم کردن شمش: شمشهای مسی در کورههایی با دمای بالا گرم میشوند تا شکلپذیری آنها برای فرآیندهای بعدی بهینه شود.
- اکستروژن و شکلدهی: مس گرم شده از طریق فرآیند اکستروژن از قالب عبور میکند تا یک لوله اولیه با قطر تقریبی تولید شود.
- کشش سرد (Cold Drawing): این مرحله اصلیترین بخش برای دستیابی به ابعاد دقیق و کنترل ضخامت است. لولهها تحت کشش سرد قرار میگیرند تا به نازککاری و قطر دقیق مورد نظر (مطابق با استاندارد ASTM B88) برسند. این مرحله، تمپر نهایی و سختی مکانیکی لوله شاخه را تعیین میکند.
۳.۲. کنترل تمپر و سختی لوله شاخه
در کنترل کیفیت تولید، لولههای مسی بر اساس کاربردشان در حالت سخت (Hard Drawn) یا نرم (Annealed) عرضه میشوند. لولههای مسی شاخه عموماً با تمپر سخت تولید میشوند تا استحکام بالایی داشته باشند و بتوانند در برابر فشارهای عملیاتی و نیروهای خمشی در نصبهای ساختاری مقاومت کنند. حفظ حالت سختکشیدگی در لولههای شاخه، برخلاف لولههای کلافی که آنیل و نرم میشوند، برای پایداری در خطوط اصلی صنعتی و رایزرها الزامی است.
۳.۳. بازرسی، برش و بستهبندی
پس از تولید و کشش سرد، لولهها به منظور کنترل کیفیت نهایی، بازرسی میشوند تا از نظر ابعادی، ضخامت دیواره و خلوص مطابقت کامل با استانداردها داشته باشند. در نهایت، لولههای مسی شاخه به طولهای مورد نیاز برش داده شده و بستهبندی میشوند.
در کاربردهای حیاتی مانند گازهای طبی، الزامات بستهبندی سختگیرانهتری اعمال میشود که شامل تمیزکاری داخلی (چربیزدایی)، پلمپ فوری انتهای لولهها، و گاهی شارژ داخلی با گاز نیتروژن خشک است تا از آلودگی مجدد پیشگیری شود.
بخش ۴: کاربردهای تخصصی لوله مسی شاخه در صنایع زیرساختی
لولههای مسی شاخه به دلیل استحکام و توان انتقال حرارت خود، در بخشهای کلیدی زیرساختی به کار میروند.
۴.۱. لولهکشی رایزرها و خطوط اصلی در سیستمهای HVAC
لولههای مسی یکی از عناصر ثابت در دستگاههای برودتی و تهویه مطبوع هستند و برای اتصال اجزای اصلی یونیتها به کار میروند. در سیستمهای گرمایش، تهویه و تهویه مطبوع (HVAC)، بهرهگیری از هدایت حرارتی لولههای مسی به عملکرد مؤثر و بازدهی انرژی سیستم کمک میکند.
- سیستمهای VRF و رایزرها: در سیستمهای پیچیده حجم متغیر مبرد (VRF/VRV)، لولههای مسی شاخه (عمدتاً تیپ L و K) برای اجرای خطوط اصلی مبرد و رایزرهای بلند عمودی استفاده میشوند. صلبیت لوله مسی شاخه در این مسیرهای طولانی، پایداری مکانیکی مورد نیاز را فراهم کرده و از تغییر شکل یا آسیب به خطوط مبرد که تحت فشار بالا و تغییرات دمایی قرار دارند، جلوگیری میکند.
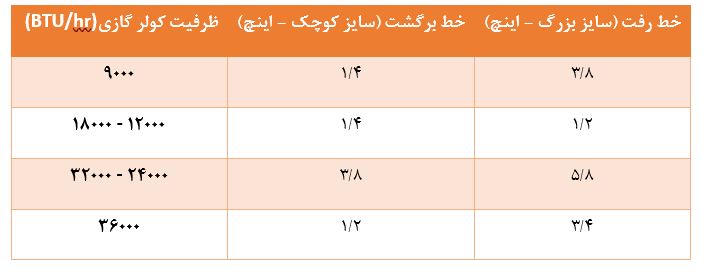
- انتخاب سایز در اسپلیتها: انتخاب صحیح سایز لولههای رفت و برگشت مبرد در کولر گازی اسپلیت، بر اساس ظرفیت برودتی دستگاه (BTU/hr)، برای عملکرد بهینه و جلوگیری از افت فشار ضروری است. جدول زیر سایزهای رایج را نشان میدهد:
سایز لوله مسی شاخه (خطوط رفت/برگشت) برای ظرفیتهای رایج کولر گازی اسپلیت
۴.۲. کاربردهای فشار قوی (آب و آتشنشانی)
به دلیل توان تحمل فشار در انواع ضخیمتر، لولههای مسی شاخه در سیستمهایی که نیاز به تحمل فشار و دوام طولانی دارند، استفاده میشوند.
- لولهکشی آب آشامیدنی: تیپ K برای خطوط آب اصلی و زیرزمینی توصیه میشود، در حالی که تیپ L و M برای توزیع آب داخلی در ساختمانهای مسکونی و تجاری به کار میروند.
- انتقال سوخت و گاز: لولههای مسی با قطر کم و جنس نرم، در توزیع گاز طبیعی و بنزین نیز استفاده میشوند؛ انعطافپذیری مس اجازه نصب در مسیرهای طولانی را فراهم میکند
بخش ۵: الزامات لوله مسی گرید پزشکی (Purity and Safety)
لولهکشی گازهای طبی یکی از تخصصیترین و حساسترین کاربردهای لوله مسی شاخه است که مستلزم رعایت استانداردهای بسیار دقیق برای حفظ ایمنی بیمار است.
۵.۱. استانداردهای انحصاری (NFPA 99 و ISIRI 11636)
لولهکشی گازهای طبی فشرده (مانند اکسیژن و خلاء) باید مطابق با استاندارد ملی ایران ISIRI 11636-1 (که از ISO 7396-1 اقتباس شده است) و همچنین استاندارد بینالمللی NFPA 99 (Health Care Facilities Code) باشد.
- الزام تیپ K: بر اساس این استانداردها، لولههای مسی شاخه تیپ K به دلیل داشتن ضخیمترین دیواره، تنها گزینه مجاز برای انتقال گازهای پزشکی فشرده هستند. این ضخامت اضافی، مقاومت لازم در برابر فشار و شرایط سخت را فراهم میکند، که تضمینکننده خلوص و پایداری انتقال گاز به بیمار است.
- هدف اصلی: هدف اصلی استانداردهای گاز طبی، اطمینان از این است که هر خط لوله فقط محتوی یک نوع گاز خاص باشد و تمام اجزای اتصال و لوله برای آن گاز خاص آزمایش و گواهی شوند.
۵.۲. الزامات تمیزکاری و چربیزدایی داخلی (Oxygen Cleaned)
یکی از مهمترین الزامات فنی برای لولههای مسی شاخه گرید پزشکی، تمیزکاری داخلی و چربیزدایی (Degreased or Oxygen Cleaned) است. این امر حیاتی است زیرا هرگونه آلودگی هیدروکربنی (روغن یا گریس) در تماس با اکسیژن فشرده، میتواند منجر به احتراق یا انفجار شود.
- روشهای تخصصی تمیزکاری: تمام لولهها باید قبل از نصب، چربیزدایی، تمیز و بستهبندی شوند. روشهای تأیید شده برای تمیزکاری شامل موارد زیر است:
- شستشوی قلیایی: شستشو با محلول قلیایی صنعتی در آب داغ و سپس آبکشی کامل.
- تمیزکاری با حلال بخار: استفاده از حلالهایی مانند تری کلرواتیلن یا تری کلرواتان (متیل کلروفرم) و سپس پاکسازی با هوای خشک و گرم. لازم است هنگام استفاده از این حلالها، محافظت کامل از اپراتورها و محیط زیست صورت گیرد.
۵.۳. بستهبندی، برچسبگذاری و پلمپ با نیتروژن
پس از فرآیند تمیزکاری دقیق و خشک شدن، انتهای لولههای مسی گرید پزشکی باید فوراً با درپوش یا پلاگین پلمپ یا آببندی شوند تا از آلودگی مجدد جلوگیری شود. علاوه بر این، در برخی پروتکلهای ایمنی، لوله با گاز نیتروژن خشک و بدون روغن شارژ میشود تا فضای داخلی آن تا زمان نصب در برابر رطوبت و ذرات معلق محافظت گردد.
برچسبگذاری این لولهها باید مطابق با ضوابط تجهیزات پزشکی باشد و اطلاعات فنی، حیطه کاربرد و دستورالعملهای نگهداری را به وضوح مشخص سازد.
بخش ۶: نصب، اتصالات و تکنیکهای جوشکاری تخصصی (بریزینگ)
نصب لولههای مسی شاخه سخت مستلزم استفاده از روشهای اتصال دائمی و مطمئن است که توانایی تحمل شرایط فشار و دمای مورد انتظار سیستم را داشته باشند.
۶.۱. روشهای اتصال لوله مسی شاخه
اتصالات رایج برای لولههای مسی شاخه شامل لحیمکاری (Soldering)، بریزینگ (Brazing)، فلرینگ (لالهکردن) و فشردهسازی (Compression) است. در تأسیسات حیاتی و پرفشار مانند HVAC یا گازهای طبی، بریزینگ (لحیمکاری سخت) ترجیح داده میشود، زیرا قویترین پیوند آببندی شده را ایجاد میکند.
۶.۲. راهنمای فنی بریزینگ (لحیمکاری سخت نقره)
بریزینگ یک فرآیند اتصال حرارتی است که در آن، برخلاف جوشکاری، تنها فلز پرکننده (فیلر) ذوب میشود و فلز پایه (مس لوله) یکپارچگی ساختاری خود را حفظ میکند.
- انتخاب فیلر و فلاکس:
- فیلر: برای بریزینگ لولههای مسی از سیم جوش نقره (با درصدهای مختلف فسفردار یا بدون کادمیوم) و سیم جوش مس فسفردار استفاده میشود. سیم جوش مس فسفردار برای اتصال مس به مس رایج است و نیازی به فلاکس (Flux) ندارد.
- فلاکس (تنه کار): پودر یا خمیر فلاکس نقره به عنوان عامل اکسیدزدا و محافظتکننده جوش به کار میرود. فلاکس کمک میکند تا فلز پرکننده از طریق اثر مویینگی (Capillary Action) به طور کامل و یکنواخت در شکاف اتصال پخش شود.
- اجرای اتصال: اجرای صحیح شامل تمیزکاری کامل لوله، اعمال یکنواخت فلاکس (در صورت نیاز)، مونتاژ لوله به اتصال با حرکت چرخشی و سپس حرارتدهی دقیق درز است. پاک کردن فلاکس اضافی از بیرون درز پس از مونتاژ، برای جلوگیری از ایجاد رسوب اضافی ضروری است.
۶.۳. ملاحظات مهندسی در تحمل فشار جوشکاری
استحکام کلی یک سیستم لولهکشی با لوله مسی شاخه، که از نظر نظری توسط ضخامت دیواره لوله تعیین میشود، در عمل اغلب توسط ضعیفترین جزء، یعنی محل اتصال جوشکاری شده، محدود میشود.
این محدودیت عملکردی بر اهمیت مهارت جوشکار و کیفیت بریزینگ تأکید دارد. اگر اتصالات ضعیف باشند، ممکن است فشار مجاز کل سیستم به طور قابل توجهی کمتر از فشار مجاز خود لوله (مانند تیپ K که برای فشارهای بالا طراحی شده) باشد. همچنین، در فرآیند جوش برنج، حرارت بالا میتواند باعث آنیل شدن موضعی مس شود، بنابراین در محاسبات طراحی باید تنش مجاز مربوط به لولههای آنیل شده را برای محل اتصال در نظر گرفت.
۶.۴. دستورالعملهای ایمنی در جوشکاری گرم
عملیات جوشکاری و برشکاری گرم لولههای مسی، نیازمند رعایت الزامات ایمنی دقیق است:
- تهویه و تجهیزات: اطمینان از تهویه مناسب در فضاهای بسته ضروری است. در صورت عدم امکان تهویه کافی، استفاده از تجهیزات تنفسی مستقل الزامی است. همچنین، تماس روغن، گریس و مواد قابل اشتعال با تجهیزات جوشکاری گازی ممنوع است.
- محل استقرار تجهیزات: سیلندرهای گاز و دستگاههای جوشکاری باید همواره خارج از فضاهای بسته و محدود مستقر گردند.
- پایان کار: در پایان هر شیفت کاری، باید اطراف محل جوشکاری به دقت بازرسی شود و تنها پس از اطمینان از عدم وجود جرقه یا سرباره داغ، محل کار ترک شود.
بخش ۷: عملکرد سیستم: تحمل فشار و سازگاری با مبردها
عملکرد طولانی مدت لوله مسی شاخه در سیستمهای صنعتی و برودتی، به عواملی نظیر تحمل فشار داخلی و سازگاری با مبردهای شیمیایی وابسته است.
۷.۱. محاسبه تحمل فشار و تنش تسلیم
تحمل فشار لولههای مسی شاخه تحت تأثیر پارامترهایی چون ضخامت دیواره (تیپ لوله)، دمای عملیاتی و درجه سختی (سخت یا نرم) لوله است. لولههای سختکشیده شده، به دلیل ساختار فشردهتر و مقاومت تسلیم (Yield Strength) بالاتر، قادر به تحمل فشار کاری بیشتری هستند.
تنش تسلیم، نقطهای بر روی منحنی تنش-کرنش است که در آن ماده شروع به تغییر شکل پلاستیک میکند و حد رفتار الاستیک را نشان میدهد. لولههای مسی (مانند C12200) باید استحکام مکانیکی خود را در گستره وسیعی از دماها و محیطها حفظ کنند. در طراحی سیستم، محاسبه دقیق تنش مجاز و در نظر گرفتن پالسهای فشاری که ممکن است در عملکرد سیستم ایجاد شود، ضروری است.
الزامات تحمل فشار (MAWP) در لولههای مسی شاخه (بر اساس تیپ و تمپر)

۷.۲. سازگاری با مبردهای جدید و ملاحظات ایمنی
صنعت HVAC به دلیل نگرانیهای زیستمحیطی (GWP)، در حال جایگزینی مبردهای سنتی مانند R-410A با مبردهایی مانند R-32 است.
- مبرد R-32: R-32 عملکرد مناسبی از نظر افت فشار و انتقال حرارت دارد و GWP آن به طور قابل توجهی پایینتر است. با این حال، R-32 برخلاف R-410A، قابل اشتعال است و طبقهبندی ایمنی A2 دارد.
- پیامدهای ضخامت لوله: افزایش استفاده از مبردهای قابل اشتعال، حساسیت به نشت مبرد در خطوط لولهکشی را بالا میبرد. لولههای مسی جدید گاهی با دیوارههای نازکتری تولید میشوند که میتواند ریسک نشت را افزایش دهد. بنابراین، برای سیستمهایی که از R-32 استفاده میکنند، انتخاب لوله مسی شاخه با ضخامت دیواره مناسب (مانند تیپ L یا K برای خطوط اصلی) و تضمین کیفیت مطلق بریزینگ، برای کاهش خطر آتشسوزی ناشی از نشت، یک اولویت حیاتی محسوب میشود.
بخش ۸: تحلیل بازار و عوامل تعیین قیمت لوله مسی شاخه (Economic Analysis)
نوسانات قیمت لوله مسی شاخه بازتابی از شرایط پیچیده اقتصادی جهانی و داخلی است. درک عوامل مؤثر بر قیمت مس، برای تصمیمگیریهای خرید در پروژههای بزرگ ضروری است.
۸.۱. تأثیر شاخصهای جهانی بر قیمت مس (LME)
قیمت لولههای مسی ارتباط مستقیمی با قیمت مس معدنی در بورس فلزات لندن (LME) دارد. مس به عنوان یک شاخص اقتصادی کلان شناخته میشود و قیمت آن تحت تأثیر عوامل متعددی است:
- تقاضای جهانی و رشد اقتصادی: تقاضا از سوی بزرگترین مصرفکنندگان فلز مس، به ویژه چین، نقش محوری دارد. رشد تولید ناخالص داخلی، تولید صنعتی، و سرمایهگذاری در زیرساختهای جهانی، مستقیماً بر تقاضا و در نتیجه افزایش قیمت مس تأثیر میگذارد. شاخص مدیران خرید (Manager Index Purchase) در اقتصادهای برتر، نشاندهنده وضعیت سلامت اقتصاد و موثر بر قیمت مس است.
- نقش نرخ بهره و ارز: تغییرات نرخ بهره توسط بانکهای مرکزی میتواند بر هزینههای تأمین مالی شرکتهای معدنی و اکتشافی تأثیر بگذارد و منجر به کاهش فعالیتهای اقتصادی و کاهش قیمت فلزات شود. همچنین، تغییرات نرخ ارز (مانند تقویت دلار) تأثیر مستقیمی بر قیمتگذاری جهانی مس و هزینه مواد اولیه وارداتی دارد.
۸.۲. عوامل داخلی و راهنمای انتخاب
در بازار داخلی، عوامل جهانی با ساختار هزینههای تولید بومی ترکیب میشوند تا قیمت نهایی لوله مسی شاخه تعیین شود:
- هزینه تولید داخلی: عواملی مانند افزایش هزینههای انرژی، نیروی کار، و مواد اولیه در داخل کشور، مستقیماً بر قیمت تمام شده لولههای مسی تولید داخلی تأثیر میگذارند.
- ساختار قیمتگذاری: قیمت لوله مسی شاخه عمدتاً بر اساس وزن فلز مس تعیین میشود. لولههای ضخیمتر (مانند تیپ K) یا با قطر بزرگتر، به دلیل نیاز به مس بیشتر، قیمت بالاتری دارند.
- استراتژی خرید: با توجه به نوسان شدید قیمت مس در بازار جهانی، خریداران صنعتی (B2B) باید تحلیل دقیق و بهروزی از شاخصهای اقتصادی و LME داشته باشند تا تصمیمات خرید را بهینه سازند و از ریسک ناشی از نوسانات شدید قیمت جلوگیری کنند.
بخش ۹: نتیجهگیری و پاسخ به سوالات متداول
۹.۱. جمعبندی فنی و استراتژیک
لوله مسی شاخه به دلیل ترکیب منحصربهفردی از استحکام مکانیکی (در حالت سختکشیده شده)، هدایت حرارتی عالی و دوام بالا، یک جزء کلیدی در صنایع زیرساختی، به ویژه HVAC و لولهکشی گازهای طبی است. انتخاب تیپ مناسب (K، L، M) بر اساس الزامات فشار و کاربرد، و همچنین اجرای بینقص اتصالات (بریزینگ با کیفیت)، برای تضمین ایمنی و عملکرد طولانی مدت سیستم ضروری است. به ویژه در کاربردهای پزشکی و سیستمهای مبرد جدید (مانند R-32)، رعایت دقیق استانداردهای تمیزکاری داخلی و ضخامت لوله اهمیت مضاعفی مییابد. عوامل اقتصادی جهانی و نوسانات ارزی نقش تعیینکنندهای در قیمتگذاری این محصول استراتژیک دارند.
۹.۲. پرسش و پاسخهای متداول (FAQ Section)
سؤال: تفاوت اصلی لوله مسی شاخه و کلافی در چیست؟
پاسخ: لولههای مسی شاخه صلب و سخت (Hard Drawn) هستند، در شاخههای 6 m عرضه میشوند و برای مسیرهای مستقیم و پرفشار مناسبند. لولههای کلافی نرم (Annealed) و انعطافپذیرند، در متراژهای بلندتر (اغلب 15 m تا 50 m) عرضه میشوند و برای خمکاری در خطوط تبرید به کار میروند.
سؤال: کدام تیپ لوله مسی برای خطوط گاز طبی استفاده میشود؟
پاسخ: لوله مسی شاخه تیپ K، که ضخیمترین نوع است، به دلیل تحمل فشار بالا و دوام مکانیکی، تنها تیپ مورد تأیید برای انتقال گازهای پزشکی فشرده (مطابق استانداردهای NFPA 99 و ISIRI 11636) در محیطهای بیمارستانی است.
سؤال: آیا لوله مسی شاخه نیاز به تمیزکاری داخلی خاصی دارد؟
پاسخ: برای کاربردهای عمومی خیر، اما لولههای شاخه گرید پزشکی (برای اکسیژن) باید حتماً توسط فرآیندهای شیمیایی تخصصی چربیزدایی (Oxygen Cleaned) شده و پلمپ شوند. این الزام ایمنی برای جلوگیری از خطر احتراق مواد هیدروکربنی در تماس با اکسیژن فشرده ضروری است.
سؤال: قیمت لوله مسی شاخه چگونه تعیین میشود؟
پاسخ: قیمت تحت تأثیر وزن فلز مس (بر اساس تیپ و قطر)، قیمت جهانی مس در بورس فلزات لندن (LME)، نرخ ارز، و هزینههای تولید داخلی تعیین میشود. لولههای تیپ K به دلیل وزن بیشتر، گرانتر از تیپهای L و M هستند.
سؤال: بهترین روش برای اتصال لولههای مسی شاخه پرفشار چیست؟
پاسخ: بهترین روش برای اتصالات دائمی و پرفشار در لولههای مسی شاخه، بریزینگ (لحیمکاری سخت) است. این روش با استفاده از فیلرهای نقره یا مس فسفردار، پیوندی بسیار قوی و کاملاً آببند ایجاد میکند که توان تحمل فشارهای بالا و تغییرات دمایی در سیستمهای HVAC و صنعتی را داراست. در این فرآیند، کیفیت جوش مستقیماً بر فشار مجاز کل سیستم تأثیر میگذارد.
دیدگاهتان را بنویسید